TM 5-3895-374-24-2
ASSEMBLY
Standard Mechanical Seal
(Teflon Fitted Type)
The seal type shown in Figures 8, 9 and 10 are setscrew
driven and the stationary seats have anti-rotation pins
which mate with slots in the end of the bracket bushing.
1.
Install bracket bushing. If bracket bushing has a
lubrication groove, install bushing with groove at
6: 00 o’clock position in bracket. If carbon
graphite, refer to Installation of Carbon Graphite
Bushings, page 11.
2.
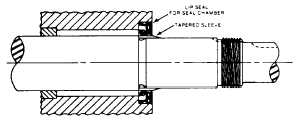
Install lip seal in bracket. Refer to Figure 7.
3.
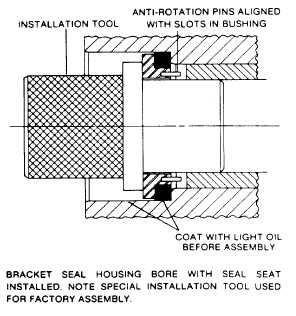
Clean rotor hub and bracket seal housing bore.
Refer to Figure 8. Make sure both are free from
dirt and grit. Coat outer diameter of seal seat
gasket and inner diameter of seal housing bore
with non-detergent SAE 30 weight oil.
FIGURE 7.
FIGURE 8.
4.
Start seal seat in seal housing bore. Make sure
seat antirotation pins are aligned to engage slots
in end of bracket bushing. Refer to Figure 8.
5.
Using a cardboard disc to protect lapped face of
seal seat, press seal seat assembly to bottom of
seal housing bore using a piece of wood. An
arbor press can also be used to install the seal
seat. Seal seat must be started square and
carefully pressed to bottom of seal housing bore.
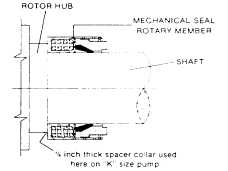
K size pumps require a ’/4 inch spacer between
seal and rotor hub to properly position seal on
shaft.
6.
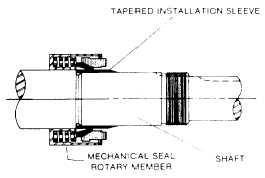
Place tapered installation sleeve (furnished with
H, HL, K, KK, LQ and LL size replacement
mechanical seals) on shaft. Refer to Figure 9.
Coat inner diameter of seal rotary member,
tapered installation sleeve and the shaft with a
generous quantity of non-detergent SAE 30
weight oil. Place rotary member on shaft over
sleeve and against hub of rotor Refer to Figure
10.
FIGURE 9.
page 3-1218